Giang Văn Khuyến
Trường Cao đẳng Công nghiệp In
MỞ ĐẦU
Ngày nay, cơ cấu sản phẩm in đã thay đổi nhiều, các sản phẩm sách, báo, tạp chí in trên giấy giảm xuống đáng kể và chắc chắn tiếp tục giảm trong tương lai, trong khi đó sản phẩm tem nhãn, bao bì hàng hóa ngày càng phát triển, nhất là bao bì mềm in trên các màng mỏng không thấm hút. Để in sản phẩm tem nhãn, bao bì loại màng mỏng, phương pháp in phù hợp và đang được dùng phổ biến là in flexo và ống đồng, mỗi phương pháp có điểm mạnh và hạn chế. Điểm mạnh của in flexo: Quá trình ít tốn kém; Tính linh hoạt trong sử dụng vật liệu; Tính linh hoạt do khả năng thay đổi các bộ phận trong thiết kế máy in; Dễ dàng và đơn giản trong chế bản; Độ sắc nét cao của chữ và đường kẻ; Chồng màu tốt ngay cả với các vật liệu mỏng nhất do máy in dạng CI (Common Impression Cylinder). Phương pháp in flexo được sử dụng chủ yếu dùng để in tem nhãn, bao bì hàng hóa và xu hướng này ngày càng tăng. Trong thực tế sử dụng phương pháp in flexo hiện nay, các nhà in vẫn chưa khai thác hết tiềm năng của thiết bị và còn lúng túng trong việc xử lý sự cố trong quá trình in, nhất là in loại sản phẩm chất lượng cao. Qua thực tế nhiều năm giảng dạy tại các cơ sở in, chúng tôi thấy rằng công nhân vận hành máy in flexo còn hiểu biết rất đơn giản về phương pháp in này, nhất là hiểu biết về lô anilox (một số người gọi là lô nhám hay lô khắc) - giá trị cốt lõi của phương pháp in flexo. Từ không hiểu biết hết về nó dẫn đến cách sử dụng và ứng xử với nó chưa phù hợp dẫn tới chất lượng in không cao, chưa tương xứng với giá trị thật của máy in flexo. Để phần nào hỗ trợ người sử dụng máy in flexocó những hiểu biết cơ bản về lô anilox, chúng tôi giới thiệu những kiến thức cơ bản về lô anilox dùng trong in flexo bao gồm: Chức năng của lô; Cấu tạo lô; Các thông số kỹ thuật lô; Cách làm sạch lô trong quá trình in; Cách lựa chọn lô anilox trong quá trình in với các loại vật liệu, hình ảnh khác nhau. Qua đó, chúng tôi muốn cung cấp cho những người đang sử dụng và những ai muốn tìm hiểu về phương pháp in flexo cái nhìn toàn diện hơn về lô anilox dùng trong in flexo. Do khuôn khổ bài báo, chúng tôi chỉ đưa ra những điều cốt lõi của lô aniloxvà một số cách ứng xử với nó trong thực tiễn, nhằm đạt mục đích nâng cao chất lượng sản phẩm và giảm chi phí sản xuất của doanh nghiệp in.
PHƯƠNG PHÁP IN FLEXO
Phương pháp in flexo: Flexography (thường được viết tắt là flexo) là một dạng của quá trình in sử dụng bản in dạng mềm.It is essentially a modern version of letterpress which can be used for printing on almost any type of substrate, including plastic, metallic films, cellophane, and paper.Về cơ bản nó là một phiên bản hiện đại của in typo (letterpress) có thể được sử dụng để in trên hầu như bất kỳ loại chất nền, bao gồm cả nhựa, màng kim loại, giấy bóng kính và giấy.It is widely used for printing on the non-porous substrates required for various types of food packaging (it is also well suited for printing large areas of solid colour). Nó được sử dụng rộng rãi để in trên các bề mặt không xốp dùng cho các loại bao bì thực phẩm khác nhau. Năm 1890, máy inflexo được cấp bằng sáng chế đầu tiên ở Liverpool, Anh bởi Bibby, Baron và Sons.The water-based ink smeared easily, leading the device to be known as "Bibby's Folly".Vào đầu những năm 1900, các máy in của châu Âu sử dụng các tấm bản cao su và mực in anilin để in. This led to the process being called "aniline printing".Điều này đã dẫn đến nó được gọi là in “aniline". By the 1920s, most presses were made in Germany, where the process was called "gummidruck", or rubber printing.During the early part of the 20th century, the technique was used extensively in food packaging in the United States.Vào đầu thế kỷ 20, kỹ thuật in này đã được sử dụng rộng rãi trong bao bì thực phẩm ở Hoa Kỳ. However, in the 1940s, the Food and Drug Administration classified aniline dyes as unsuitable for food packaging.Sau đó, do mực anilin có thể gây độc hại cho con người nên không được sử dụng nữa, tuy nhiên, nó vẫn được gọi là in anilin. Đến năm 1952 hội nghị quốc tế gọi là in flexo (flexography).
Các ứng dụng: In flexotiếp tục là một trong những quá trình in phát triển nhanh nhất và không còn dành riêng cho việc in các mặt hàng chuyên biệt. Bao bì thực phẩm là một thị trường quan trọng vì khả năng của in flexo in trên các vật liệu màng mỏng không thấm hút. Ứng dụng phổ biến khác được in với in flexo bao gồm giấy gói quà, giấy dán tường, tạp chí, tờ quảng cáo trong báo, sách bìa mềm, danh bạ điện thoại, và các phom mẫu kinh doanh...
Quá trình in:Các tấm bản sử dụng choin flexo được làm bằng nguyên liệu cao su đúc hoặc photopolymer với các khu vực hình ảnh (phần tử in) nằm ở trên (cao hơn) các vùng không hình ảnh nằm dưới của tấm.Tấm bản flexo có thể được tạo ra với quá trình chế bản analog và digital. Flexo là một phương pháp in trực tiếp hoặc gián tiếp (trong thực tế chủ yếu in trực tiếp) trong đó mực của hình ảnh in trên bản truyền trực tiếp lên bề mặt vật liệu in. Trong hệ thống truyền mực có một lô đặc biệt được gọi là "lô anilox", dùng định lượng mực in để truyền lên bản, sau đó được truyền sang vật liệu. Các lô anilox có các ô chứa nhỏ (cell)mang một lượng cụ thể của mực để truyền sang bản. Số lượng ô chứa trên mỗi inch theo đường thẳng có thể khác nhau tùy theo loại công việc in và yêu cầu chất lượng. Cái tên "anilox" có nguồn gốc từ mực đã được sử dụng cho quá trình này cho đến năm 1950. Mực anilox được sản xuất với thuốc nhuộm "anilin", năm 1950, đã được phát hiện là mối nguy hiểm cho sức khỏe, vì vậy loại mực dạng hạt mang màu (pigment) được sử dụng. Lô mang mực tiếp tục được gọi là "anilox" mặc dù các loại mực là thuốc nhuộm anilin không còn được sử dụng cho flexography. Các loại mực hiện nay là chất lỏng, khô nhanh và thường xuyên dùng mực gốc nước.
.png)
Hình 1: Nguyên lý in flexo
LÔ ANILOX TRONG IN FLEXO
Chức năng lô anilox trong hệ thống cấp mực
Trong tất cả các phương pháp in, quá trình truyền mực là một trong các yếu tố quan trọng nhất, quyết định tới quá trình in và chất lượng tờ in. Hệ thống truyền mực của in flexo gồm hai loại chính: loại có lô máng mực và loại không có lô máng mực. Hệ thống có lô máng mực gồm: máng chứa mực, lô máng mực, lô anilox. Hệ thống không có lô máng mực gồm: máng chứa mực,lô anilox và dao gạt mực, trong đó, máng chứa mực gồm loại hở và loại hộp kín. Trong cả hai loại đều dùng lô anilox, lô này có thể nói là linh hồn, thành phần cốt lõi của phương pháp in flexo. In flexo có thể được phân biệt với các quá trình in khác bởi hệ thống mực của nó. Trong quá trình hoạt động, lô anilox được hệ thống dao gạt hoặc lô cao su gạt hết mực trên bề mặt lô, chỉ để lại lượng mực trong các ô chứa nhỏ (cell) trên lô.
Lô anilox có chức năng cơ bản nhất là định lượng mực truyền trong quá trình in, và nó chỉ ra chính xác của độ dày, quyết định đến sự thống nhất, và đồng đều lớp mực.Sự phát triển của lô anilox tiếp tục là trung tâm của quá trình cải tiến trong in flexo. Cáclô anilox khắc bằng laser cho phép sử dụng lưỡi dao gạt,tạo ra hình ảnh đồng nhất khi in sản phẩm vàtrong thời gian dài. Ngày nay in flexo có thể cạnh tranh với tất cả các quá trình in, phần lớn làdo các công nghệ lô anilox hiện đại.
.jpg)
Hình 2: Hệ thống cấp mực hai lô: lô máng mực và lô anilox
.png)
Hình 3: Hệ thống cấp mực một lô loại máng mực hở:lô anilox và dao gạt mực
.png)
Hình 4: Hệ thống cấp mực một lô loại hộp mực kín: lô anilox và dao gạt mực
Cấu tạo của lô anilox
Về nguyên tắc cấu tạo, các lô anilox là một ống hình trụ trên bề mặt có các lỗ nhỏ (Cell) chứa mực, thể tích mực in tại lỗ nhỏ (cell)chứa lượng mực thống nhất và được tính theo đơn vị riêng.Ống lô anilox được làm từ kim loại như thép, hoặc hợp kim khác trên bề mặt có thể được mạ crôm hoặc phủ gốm. Các lô anilox có chiều dài và đường kính khác nhau tùy theo kích thước máy in. Trên bề mặt lô anilox có khắc các lỗ nhỏ (cell) có chức năng chứa mực in để truyền lên bản in. Các lỗ chứa mực gồm hai thông số kỹ thuật chính, thể hiện chiều sâu và độ mở,nó rất quan trọng đối với chất lượng in,trong đó có sự đồng đềuvùng nền và độ sắc nét của điểm t’ram trong ảnh tầng thứ. Lô Anilox là thành phần cốt lõi trong hệ thống truyền mực.Chọn mộtlô aniloxthích hợpcho công việc là điều quan trọng để in flexo thành công.
.jpg)
Hình 5: Lô anilox dùng trong in flexo
Cấu tạo lô anilox trong thực tế thường là một ống tròn làm bằng thép trên bề mặt có khắc những lỗ nhỏ hình tháp, tháp cụt, hình nón…được mạ crôm hoặc phủ gốm, xếp theo góc 30o, 45o, 60o. Số lỗ từ 80 – 2000 lỗ/inch. Những lỗ này có hình dạng, kích thước và độ sâu khác nhau để chứa lượng mực khác nhau. Các lô Aniloxthường đượckhắc bằng cơ học hoặc laser,sau khikhắcchúng đượcmạđồngxongrồimạchrome, hoặc phủ gốm tăng độ cứng, tăng tuổi thọcủa chúng. Đặc trưng cơ bản của lô anilox gồm các thông số: Tần số ô (screen spacing); Độ rộng ô (cell width); Độ rộng nơi thấp nhất của ô (width of the cell at its lowest point); Độ rộng vách trên của ô (cell wall top width) hay vùng phẳng trên bề mặt lô (land); Độ sâu của ô (cell depth); góc mở của ô (opening angle); Vách cạnh của ô (side wall top) được mô tả tại hình vẽ số 6.
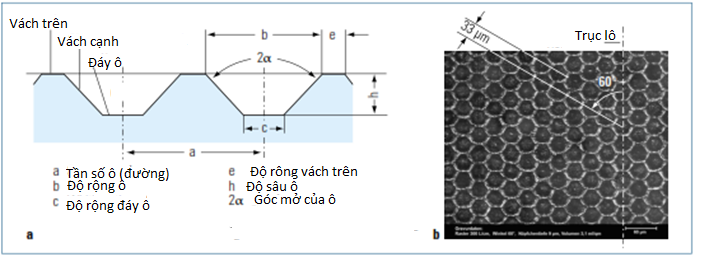
Hình 6: Các thông số của các ô chứa mực (cell)
.jpg)
Hình 7: Cácô chứa mực (cell) trong thực tế
Các dạng cơ bản của ô chứa (cell) trên lô anilox
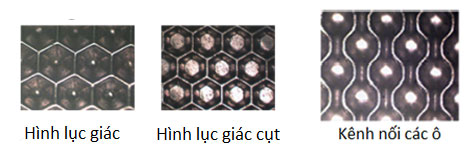
Lô Aniloxđược khắc với ô chứa nhỏ bé, chúng thường có hình dạng kim tự tháp ngược. Các lô anilox có kích thước khác nhau với hình dạng khác nhaucủa ô chứa. Hình dạng cơ bản của ô chứa (cell)lô anilox là: hình tháp(pyramid) và hình tháp cụt (quad); hình lục giác (hexagonal)hoặc lục giác cụt (quad hex);hình xoắn ốc(trihelical line); hình kênh dẫn (channelox).
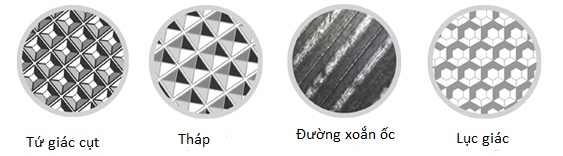
Hình 8: Các loại hình dạng ô(cell) trên lô anilox
Dạnghình kim tự tháp.Lô Anilox vớiô chứa hình kim tự tháp đảo ngược được khuyên dùng cho tất cả các loại mực in flexo cũng như phủ vecni.
Dạng hình tứ giác cụt.Lô Anilox với các ô chứa hình tứ giác cụt có khối lượng của mực in nhiều hơn so với các ô hình kim tự tháp ngược.Những ô này thường đượcsử dụng với lưỡi dao góc ngược.
Dạng hình lục giác và lục giác cụt: Loại này có đặc điểm giống như hình tứ giác, tuy nhiên loại lục giác trên cùng một diện tích chứa được nhiều ô hơn.
Dạng hình xoắn ốc. Loại lô hình dạng xoắn ốc được sử dụng để áp dụng phủ keo có độ nhớt cao. Đây là loại lô anilox có thể được sử dụng có hoặc không có dao gạt góc ngược.
Dạng hình kênh nối: Loại lô này các ô có thể có các hình dạng khác nhau, chỉ khác trên bề mặt giữa các ô có các rãnh (chanel) nối các ô với nhau nhằm mục đích tạo thuận lợi cho mực vào và ra tại các ô trong lúc in.
Các thông số kỹ thuật của lô anilox
Cácthông số chính để mô tả 1 lô anilox:Đường kính, chiều dài lô; Cách khắc lô (dạng đường hoặc dạng theo nhịp); Hình dạng miệng lỗ (tứ giác, lục giác, tròn); Góc của đường lỗ (giống như góc t’ram): góc 45°, 30° hoặc 60°; Mật độ (số đường/in hoặc cm); Độ sâu của lỗ; Thể tích hay giá trị chứa mực của lỗ... Một số thông số kỹ thuật quan trọng thường được dùng khi lựa chọn lô anilox trong quá trình in bao gồm:
Số lượng ô chứa (Cell Count):Số lượng ô (cell) trên một inch của đường thẳng theo góc khắc, ký hiệu: lpi (line per inch).Số lượng ô hoặc tần số ô đề cập đến số lượng ô trên mỗi inch, số này được đo dọc theo góc khắc (vì đó là nơi các ô xếp hàng gần nhất với nhau). Đại lượng số ô trên centimet (lpc) được sử dụng ở Châu Âu, số ô trên inch (lpi) được sử dụng ở Bắc Mỹ.Để chuyển (lic)sang (lpi)phải nhân với 2,54.Số lượng ô chứabằng 180(lpi) làrất nhỏ,chỉ được dùng trong phủbóng hoặcin hình ảnhmàvật liệukémchất lượngvàkhông phải làmộtưu tiên. Số ô chứabằng360 (lpi), từng được coi làtốt,bây giờ là loại lôtrungbình được sử dụng tốt trongcông việcin trên giấyvà các-tôngthấm hút. Ngày naysố lượng ô chứa bằng700 (lpi)trở lên,thường được sử dụngchohình ảnh chất lượngrất caotrênvật liệu có bề mặt mịn,không thấm hút. Điều này giải thíchtầm quan trọngcủabề mặtvật liệu in trong việc lựa chọnmột lôanilox. Tuy nhiên,hình ảnhcũng rấtquan trọngtrong việc xác địnhsố lượng ô chứa. Số lượng ôcàng nhiều,việc mangmựccàng ít.
Độ sâucủa ô chứa (cell deph). Độ sâucủa ô chứa làthông số kỹ thuậttiếp theovàcũng quan trọngnhưsố lượng ô chứa. Haithông số kỹ thuậtnày xác địnhkhối lượng hoặc giá trị (volume) ô chứa, chúng xác địnhvề mật độ (độ đen)trongmộtứng dụng nhất định. Hình 9cho thấybalô aniloxcó số lượng ô chứanhư nhau,nhưngcó khối lượngrấtkhác nhautùy thuộcvào độ sâucủa ô chứa.Nólàkhối lượngmà chúng ta quan tâmkhi in.Khi xác địnhmột lôanilox cầnxác địnhsố lượng ô chứavà khối lượng đểthực hiện công việccònchiều sâu ô chứado cácnhà cung cấplô anilox quan tâm.

Hình 9: Ba lôaniloxvớisố lượng ô chứagiống nhau, nhưngcó khối lượngkhác nhau, tùy thuộcvào độ sâucủa ô chứa.Lôtrên cùngcó một khối lượng5BCM, lô phía dưới cùng có một khối lượng2,5 BCM
Khối lượng hay giá trị ô chứa (cell volume): Khối lượng/giá trị là lượng mực in trên mỗi inch vuông diện tích ô (cell). Ký hiệulàBCM- micron trên mỗi inch vuông (Billion Cubic Micron per square inch).Mỗi một ô chứa mực (cell) trên lô anilox có giá trị nhất định, tùy thuộc vào hình dạng, độ rộng, độ sâu của ô chứa. Giá trị này được tính trên một vùng có diện tích 1 inch vuông (in2) hay 1 m2 của bề mặt lô anilox. Đơn vị đo của kích thước ô chứa là microm (µ) (1 µ = 10 – 4cm) và giá trị tương ứng của ô chứa là µ3.Giá trị lô anilox được xác định bằng 1 tỷ (109)thể tích microm3 trong 1 inch vuông (in2) hay một mét vuông (m2) trên bề mặt của lô anilox và được ký hiệu là: BCM/ in2 (billion cubic microm). Trong hệ mét giá trị được tính bằng cm3/ m2. Giá trị chuyển đổi giữa 2 đơn vị như sau: 1 BCM/in2 =1.549 cm3/m2 và 1 cm3 / m2 = 0.646 BCM/ in2
Khối lượng ô chứa (cell) là khả năng mang mực của một ô chứanhân với số ô trongmột inch hoặc mét vuông trên bề mặt lô.Đơn vị đo lường chung ở Bắc Mỹ là BCM / in2là tỷ micron khối trên mỗi inch vuông (billion cubic microns per square inch). Ở Châu Âu, đơn vị sử dụng phổ biến hơn là cm3/ m2cetimet khối trên met vuông(cubic centimeters per square meter). Khối lượng ô (cell) xác định lượng lớp mực trong từng ô. Khối lượng/ giá trị của ô chứa là thông số cơ bản nhất khi dùng để lựa chọn lô anilox trên thực tế trong quá trình in flexo.
.png)
Hình 10: Kích thước các ô khác nhau, có giá trị chuyền mực khác nhau
Khi tính số ô cho mỗi inch vuông cần phải chú ý tới góc của các ô trên lô. Có hai cách tính để xác định số lượng ô (cell)/ mỗi inch vuông của một lô: cho cấu hình loại ôcó góc 45° và cho cả hai loại góc 60° hoặc 30°.
1) Loại cấu hình ô góc 45°:(Tần số đường (lpi)) X (Tần số đường (lpi)) = Số ô (Cells) trên mỗi Inch vuông. Ví dụ: Đối với tần số đường 500 dòng, lô anilox 45° thì số ô như sau 500 x 500 =250.000 ô / inch vuông.
2) Loại cấu hình góc 60° và 30°:{(Tần số đường (lpi)) X (Tần số đường (lpi))} X 1,15 = Số ô cho mỗi inch vuông. Ví dụ: Đối với tần số 500 dòng, lô 60° hoặc 30° thì sô ô như sau (500 X 500) x 1,15 = 287,500ô / Inch vuông.
Khối lượng ô chứalà chìa khóa đểbảo đảmvà tính đồng nhấtcủamàng mực. Khối lượngnhiều hơn cho kết quảmực nhiều hơn,do đó, độ phủ tốt hơn. Tuy nhiên, quá nhiều lượngmực incũng làm bẩntờ in. Nếu có quánhiều mựctrên đỉnh phần tử intrên bản in cao, nósẽ chảytrên cạnh và kết quảlà inbẩn.Hình ảnhđộ phân giải caođòi hỏisố đường cao, khối lượng thấpcủa lôanilox. Có những quy tắcảnh hưởngđể xác địnhsố lượng ô chứa lô aniloxso vớitần số t’ram của hình ảnh trên bản in.Phổ biếnnhất là yêu cầu sốô chứa(cell)trên lô anilox nhiều hơn từ3,5đến4,5lần so vớitần số t’ram của hình ảnh trên bản in. Điều này là đểngăn chặnhiện tượng moire trên lô anilox, do mộthình ảnh xấugây rabởi t’ramcủa hình ảnhtương tácvới các tần số ô trên lôanilox.
Hình 11cho thấytầm quan trọngcủa số lượng ô chứa đếnkhả nănginsạch. Có thể thấyrằngsố đường của ô chứa cao(số đường - count linevà số ô - countcelllà những thuật ngữđược sử dụngthay thế cho nhau)cóđủvách(wall) ô chứađể hỗ trợhình ảnh có t’ram rất mịn. Một ô chứathôsẽ cho phépđiểm (dot) ở chỗphần trăm nhỏrơi vàobên trong ô chứa, mà khôngđượchỗ trợ bởi mộtvách (wall) ô chứa,do đócho phépmựcxung quanhđiểm ảnh chảy vàovai của điểm. Điều này gây rain bẩnhoặccác điểm (dot) liên kết với nhauởbất cứ nơi nàomộtđiểm không được hỗ trợbởivùng phẳng (land) giữa các ô.Mộtlôaniloxtốt có số ô chứa caosẽ cho quá trìnhinsạchđối với ảnh t’ramvà chữ.
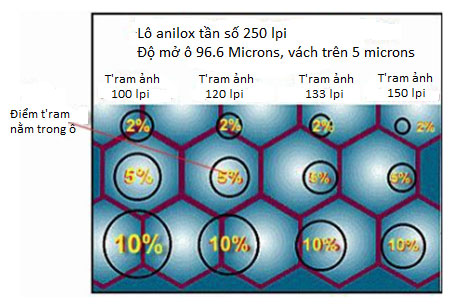
Hình 11: Điểm in (t’ram) rơivào (dopping) các ô (cell) do sựkhông phù hợp giữa anilox và loại t’ram của hình ảnh trên bản in (các loại t’ram ảnh: 100 lpi, 120 lpi, 133 lpi và 150 lpi)
Cácthông số kỹ thuậtcủa lô aniloxtốt nhấtmang lạivừa đủlượng mựcđể cung cấpmật độcần thiết vàtính thống nhấtcủa nền bệt trong khikhônglàm bít (phủ kín) t’ram mịn trên bản in.Lônàycóđủ các ô chứavà cung cấpvùng trên bề mặt (land)để hỗ trợcáckhu vực hình ảnhtốt nhất.Khi thay đổi lô anilox có giá trị/ khối lượng khác nhau, sẽ thu được hình ảnh có độ đậm khác nhau như ví dụ sau.
.jpg)
Hình 12: Giá trị của lô anilox khác nhau cho hình ảnh in khác nhau về độ đậm màu
Trên lô anilox mỗi một tần số ô đều có giá trị mang mực ở một khoảng nhất định từ giá trị thấp đến giá trị cao của nó, điều này liên qua đến tỷ số giữa độ sâu và độ rộng của ô chứa mực.
|
Giá trị ô chứa lô anilox
(Anilox cell volumes)
|
Giá trị ô chứa lô anilox
(Anilox cell volumes)
|
Giá trị ô chứa lô anilox
(Anilox cell volumes)
|
|
Tần số ô
(lpi)
|
Giá trị thấp
(BCM)
|
Giá trị cao
(BCM)
|
Tần số ô
(lpi)
|
Giá trị thấp
(BCM)
|
Giá trị cao
(BCM)
|
Tần số ô
(lpi)
|
Giá trị thấp
(BCM)
|
Giá trị cao
(BCM)
|
|
120
|
11 .00
|
16.00
|
300
|
4.30
|
7.50
|
900
|
1.30
|
3.00
|
|
140
|
9.00
|
14.00
|
360
|
3.70
|
6.50
|
1000
|
1.10
|
2.20
|
|
160
|
7.00
|
13.00
|
400
|
3.30
|
6.00
|
1200
|
1.00
|
2.00
|
|
180
|
6.00
|
11 .00
|
440
|
2.80
|
5.50
|
1400
|
0.90
|
1.90
|
|
200
|
5.50
|
1 0.50
|
500
|
2.70
|
5.20
|
1600
|
0.80
|
1.50
|
|
220
|
5.00
|
10.00
|
550
|
2.50
|
5.00
|
1800
|
0.70
|
1.20
|
|
240
|
4.50
|
9.50
|
600
|
2.30
|
4.50
|
2000
|
0.60
|
0.90
|
|
260
|
4.50
|
8.50
|
700
|
2.00
|
4.00
|
|
|
|
|
280
|
4.40
|
8.00
|
800
|
1.50
|
3.50
|
|
|
|
Bảng 1: Khoảng giá trị ô chứa với các loại tần số ô trên lô anilox
Góc của các ô chứa (Cell angle)(Góc mà tại đó các ô (cell) được khắc theo trục ngang của lô).
Góccủa các ô là thông số quan trọng của lô anilox.Trước kiacácôcógóc45°so với trụccủa lô, ngày naythường dùng vớicác ôkhichúng đặtở góc 60°. Vì ở đâycung cấp nhiềukhe hởô chứavà diện tích bề mặt lô (land),không gian giữa các ôít.Lô có góc 60°đạt đượcđồng đều hơnvớilượng mực ít. Góc 60°cũnglà tốt hơntrong việc tránhmoire với các góct’ram hình ảnhtruyền thốngvì nókhông trùng vớicác góc t’ramhình ảnh mong muốnnhấtlà 45°. Hiện naylômớinhấtđược làm vớigóc ô chứa 60°.
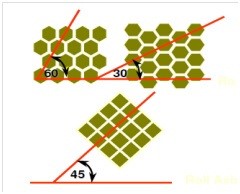
Hình 13: Góc của các ô (cell) được khắc trên lô anilox
Góc ô chứa (cell)xác định hình dạng ô và định hướng của chiều rộng ô: Nếu chiều rộng của ô rộng hơn theo hướng trục quay, mực có thể chảy dễ dàng; Nếu chiều rộng của ô hẹp hơn theo hướng trục quay,mực chảy raít. Trong góc ô 45o, vách tường thừa (chiều rộng của tường) tự nhiên xảy ra theo vòng quay giữa các ô. Tường này (chiều rộng tường) trái lại được sử dụng để mang mực in.Trường hợp gócôtheo 30o và 60o, đặt các ô trong tập hợp chặt khít nhất. Điều này cung cấp thêm 15% ôtrên diện tích bề mặt lô cùng số lượng ô (lpi) dẫn đến sự phân bố của mực nhiều so với 45o.Góc của ô quyết định đến số ô trên mỗi inch vuông.
Các thông số lô anilox trong quá trình truyền mực
Đôi khimột thợ inflexokết luận rằngcáclôlý tưởng làcó số ôrấtcao, ngay cả khi in trênvật liệuthấm hút. Nhưngthực tế làcác ôrấtsâuđể đạt đượckhối lượng cần thiết.Điều nàyliên quan đến mộtkhái niệmcần được xem xét:tỷsốchiều sâutrên độmở (D/O). Có mộtphạm vi mà ở đókhối lượng các ô trênlô có thểđược sử dụngđể kiểm soátmàng mực trêncácvật liệuin, khi tỷ số này tăng thì khả năng mang lượng mực tăng. Ngoàiphạm vi đó,khả năng mang mực không tăng theo khi tỷ số này tăng. Người ta thấy rằng lô anilox cần phải đảm bảo tỷ số chiều sâu/ độ mở ô (D/O) là từ 23% tới 33% để cho mực vào và ra khỏi ô chứa một cách thuận lợi. Nếu tỷ số này lớn hơn (khoảng 35 %), nơi có độ sâu ô lớn hơn có thể xảy ra hiện tượng:Mực bị tắc do mực khô sau một thời gian sử dụng; Khó làm sạch lô; Hệ số truyển mực kém; Tạo ra các vách ngăn gồ ghề. Nếu tỷ số này nhỏ hơn 23%: Khó giữ được sự ổ định của lô anilox với các thông số xác định trước.

Cho đến nay cáccuộc thảo luậncó thể cho rằngcáclô aniloxdùngxác định củađộ dày lớpmực. Nhưng điều nàylà không đúng hoàn toàn. Chính mực làđối tượng ảnh hưởng lớn nhất. Nóđã được giả địnhrằng số lượngchất lỏng của mực inđược khôtrên sản phẩm.Trên thực tế nólà số lượngcủa chất rắn, đặc biệt làcácchất tạo màu, hoặcpigment. Khi inmộtmực lỏng,nếu yêu cầuđạt 40% lượng mực khôcho một mật độvà tính đồng nhấtnền bệt, tất nhiên, sẽ đòi hỏimộtkhối lượnglô aniloxcao hơn40%. Mộtlô aniloxnhư vậy sẽkhông in được sạch. Do đó, khimọi người nói vềlôanilox có số đường cao,khối lượng thấp, bạn phải nhận rahọcũngđang nói vềloại mựcvớisố lượng tối đacủa pigmentvàsố lượng ít nhấtcủachất lỏngcần thiết để vận chuyểnvàbám dính.
Lựa chọn thông số của lô anilox khi in.
Trong quá trình in flexo, việc chọn và sử dụng loại lô anilox cần căn cứ vào nhiều thông số, tuy nhiên thông số quan trọng và thực tế nhất là giá trị truyền mực của lô (BCM). Cácthông số kỹ thuậtcủacác ô chứa tronglôaniloxxác định khả năngcủa nócho các ứng dụngcụ thể. Ví dụ, một lôaniloxvới200ô chứa trên mỗiinch, có chiều sâu30-35micron, sẽ mang theo mộtgiá trị 7,5BCM. Điều nàylà rất nhiềumực in, áp dụng tốt chocác ứng dụng in sản phẩm cần nhiều mực in, như trên vật liệurất thô, thấm mực nhiều.Tuy nhiên, nếumuốnáp dụng tốt cho côngviệc vớiđường kẻ nhỏ và hình ảnh tầng thứ t’ram mịn133 (lpi) intrên giấymịnvàphủ keo bóng, ta có thểdùng mộtlô anilox loại 600 (lpi) và khối lượng mực 1,6BCM.Xác địnhlôaniloxtốt nhất cho mộtkịch bảnsản xuấtcần đưa ramột phân tích về yêu cầu củacácthông số kỹ thuậtvàcách chúng liên quanđếncác vật liệusẽ được in vàsự đa dạng của hình ảnh cầnđược in phục chế. Ngoài ra, khi chọn lô anilox cần lưu ý đến dạng gạt mực trên lô anilox bằng hệ thống dao gạt hay lô cao su.
Ứng dụng Tần số đường lôanilox thích hợp (lpi) Giá trị lô anilox thích hợp (BCM)
Đường kẻ dầy và nền bệt 180 - 330 9 - 4
Đường kẻ và chữ 200 - 400 8 - 3
Các hình nét nhỏ (Vignettes) 360 - 500 3.6 - 2.8
In màu t’ram CMYK 500 - 1200 2.8 - 0.9
Bảng 2: Các tần số và giá trị của lô anilox khi in các loại hình ảnh khác nhau
Cách tính sự truyền mực qua lô anilox
Khi in,giá trị lượng mực không bao giờ truyền hết từ ô chứa lên bản in, nên giá trị truyền mực thực của giá trị lô nhỏ hơn giá trị tính toán. Để xem xét khả năng truyền mực thực tế người ta thường dùng giá trị phần trăm giữa chúng gọi là hệ số truyền mực. Hệ số này phụ thuộc vào: loại lô anilox, mực in, bề mặt in và điều kiện in.
1) Cách xác định độ dày màng mực.
Để xác định được độ dày màng mực phải biết các thông số sau:
- Giá trị lô anilox = 6.0 BCM / in2
- Hệ số truyền mực = 80%
- Độ đặc của mực in = 25%
Ví dụ: Tính độ dày lớp mực theo số liệu trên.
Giải:
- Từ hệ số truyền mực xác địnhgiá trị lô anilox = (Hệ số truyền mực) x(giá trị lô anilox)= 0.8 x 6.0 = 4.8 BCM / in2
- Đổi giá trị BCM sang đơn vị thể tích microm (nhân với 109 )
4.8 BCM / in2 x 109 = 4.8 x 109 µ3 / in2
- Tính độ dày lớp mực khi còn ướt:
Chia giá trị mực/ in2 cho diện tích µ/ in2
(4.8 x〖10〗^9µ3/〖in〗^2)/(6.45 x〖10〗^8µ2/〖in〗^2 ) = 7.44 µ
(2.54 x10 4µm x 2.54 x10 4µm = 6.45 x 108 µ2 / in2)
- Từ % độ đặc của mực tính độ dày lớp mực khi khô.
(% độ đặc x độ dày mực ướt) = 25% x 7.44 µ = 0.25 x 7.44 µ = 1.86 µ
2) Cách tính giá trị (volume) truyền mực và xác định hệ số truyền mực.
Để tính phải biết hoặc đo chính xác:
- Trọng lượng của mực in khi ướt
- Giá trị lô anilox
- Tỷ trọng mực (khối lượng riêng)
Ví dụ : Tính hệ số truyền mực khi biết :
- Trọng lượng của nước khi ướt = 79.28 mg/ 16 in2
- Giá trị lô anilox = 6.0 BCM / in2
- Tỷ trọng mực = 0.46 g/cm3
Giải:
- Đổi in2 ra cm2: nhân giá trị qui đổi (2.54 cm x 2.54 cm = 6.4516 cm2)
Theo đầu bài ta có: 6.4516 cm2 / in2 x 16 in2 = 103.2256 cm2
- Xác định độ dày lớp mực ướt (chia trọng lượng mực / cm2 cho tỷ trọng mực )
- Tìm lượng mực trên 1 cm2
(79.28 mg)/(103.225cm^2 ) = 7.68 x10-4g/cm2
- Xác định độ dày của lớp mực
(7.68 x〖10〗^4 g/〖cm〗^2)/(0.96 g/〖cm〗^3 ) = 8 x10 –4cm = 8µ
- Tìm giá trị truyền mực: nhân độ dày lớp mực với giá trị chuyển đổi µ2 / in2.
8.0µ x (2.54)2 x 108µ2 / in2 = 5.16 x 109 µ3 / in2 = 5.16 BCM / in2
- Xác định hệ số truyền mực: chia giá trị truyền mực cho giá trị lô anilox.
(5.16 BCM/in^2)/(6.0 BCM/in^2 ) x 100= 0.86 x100=86%
LÀM SẠCH LÔ ANILOX TRONG QUÁ TRÌNH IN
Vai trò của việc làm sạch lô anilox.
Làm sạch lô anilox trong in flexo là quá trình quan trọng hàng đầu trong quá trình in, nó ảnh hưởng trục tiếp đến chất lượng sản phẩm, nhất là những sản phẩm đòi hỏi chất lượng cao và đồng đều. Phương pháp làm sạch lô anilox luôn luôn là một chủ đề nóng trong giới in flexo, rất nhiều các nghiên cứu, thảo luận về hệ thống làm sạch anilox và chất tẩy rửa hóa học. Mức độ sạch của lô anilox và thực tế đạt được, là một trong những vấn đề quan trọng nhất đối với các máy in flexo ngày nay. Điều này càng có ý nghĩa khi quá trình chế tạo các lô anilox ngày càng hiện đại cho ra các loại lô gia tăng về số lượng ô chứa trên một inch hay cm và yêu cầu ngày càng tăng cho việc nâng cao chất lượng in.Khi những cải tiến làm tăng chất lượng in, các ô chứatrên lô anilox trở nên nhỏ hơn, do đó, việc làm sạch chúng trở nên khó khăn hơn.
Vấn đề về làm sạch có liên quan đến các ô chứa mực(cell) có xu hướng tích tụ lượng mực dư theo thời gian. Điều này dẫn đến một lô anilox bị bít đầy, khi đó chất lượng in đã giảm xuống dưới mức chấp nhận được. Mục tiêu là để chuẩn hóa quá trình in, làm sạch và thường xuyên bảo dưỡng là một phần của quá trình. Hãy dành thời gian để xây dựng và thực hiện một kế hoạch duy trì hoạt động làm sạch lô của nhà in, và sau đó gắn bó với nó. Chăm sóc lô anilox sẽ giúp chúng ta tiết kiệm thời gian, tiền bạc và năng lượng trong tương lai.
Việc làm sạch không đúng cách các lô anilox sẽ dẫn đến chất lượng in kém, các ô chứa bị bít lại và cuối cùng cần phải làm sạch lại lô hoặc mua lô mới. Xây dựng quy trình làm sạch và thực hiện chúng dẫn đến chất lượng in tốt hơn và thời gian sử dụng lô lâu hơn. Tuy nhiên, nhiều nhà in vẫn đang làm sạch các lô anilox có giá trị với chất tẩy rửa sàn, chất giặt tẩy hoặc thậm chí các chất làm sạch bề mặt cứng.Trong những năm gần đây, quá trình chuyển đổi trong ngành in từ việc sử dụng mực dung môi sang mực nước và việc làm sạch cũng bị ảnh hưởng bởi các thay đổi này.Mặc dù hầu hết các hệ thống làm sạch hiện tại hoạt động tốt khi sử dụng đúng cách, nhà in phải tính đến các yếu tố an toàn và môi trường của người lao động, chi phí tổng thể liên quan đến việc thực hiện một hệ thống làm sạch, quá trình làm sạch có hiệu quả trong khi giảm thiểu hư hỏng lô anilox.Lưu ý,việc làm sạch sẽ kéo dài tuổi thọ của các lô anilox, tránh các chi phí không cần thiết liên quan đến tái tạo bề mặt hoặc mua mới lô anilox.
Như thế nào là sạch?
Câu trả lời cho câu hỏi này không phải là "nếu nó trông sạch thì sạch sẽ". Trong trường hợp lô anilox được sử dụng trong in flexo, việc loại bỏ mực ra khỏi bề mặt không chỉlàlàm mất hết hoàn toàn màu sắc của mực. Các thành phần mực như acrylics, nhựa, chất hoạt động bề mặt, chất kết dính, chất xúc tác làm khô, và các chất phụ gia khác đều trong suốt với mắt thường và chúng được giữ lại trên lô anilox sau khi làm sạch màu. Bất kỳmột thành phần nào của mực còn lại trên lô sẽ trở nên gắn chặt hơn nữa vào các ô chứa của anilox, làm cho việc làm sạch tiếp theo thậm chí còn khó khăn hơn.Câu trả lời cho câu hỏi này là "Sự sạch sẽ nằm trong mắt người nhìn". Điều này có nghĩa là nhà in phải xác định các tiêu chuẩn làm sạch của chính mình và phải được xác định bằng kính hiển vi kỹ thuật.
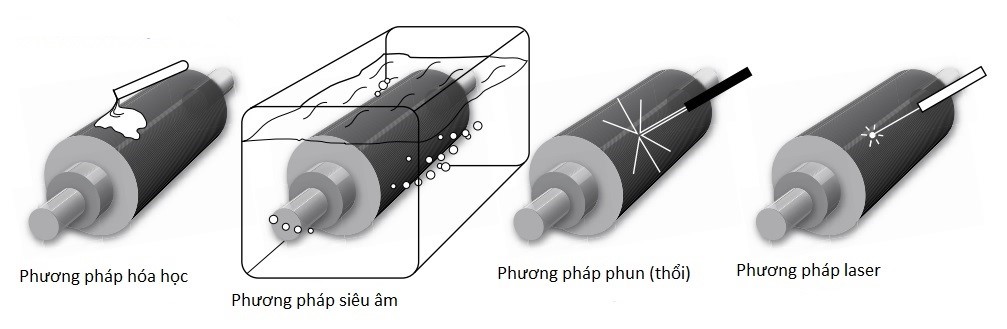
Các phương pháp làm sạch thường dùng
Máy in flexo sử dụng các loại mực khác nhau bao gồm mực gốc nước; gốc dung môi, gốc dầu và mực UV. Các lô anilox thường được phủ gốm hoặc crôm nhưng các kim loại cơ sở có thể thay đổi để các lô anilox nhẹ như mong muốn. Tất cả các yếu tố này ảnh hưởng đến phương pháp làm sạch sẽ được sử dụng.Các phương pháp làm sạch các lô anilox truyền thống đều liên quan đến việc loại bỏ mực từ các ô chứa của lô bằng lực - cho dù là lực vật lý, âm thanh hay hóa học. Hiện nay còn phương pháp phủ một màng mỏng lên bề mặt lô nhằm ngăn cản sự bám dính của các thành phần mực in lên các ô chứa (cell) làm bề mặt chúng luôn sạch, không phải làm sạch lô.
Hình 14: Một số phương pháp làm sạch lô anilox
Làm sạch bằng phun hay thổi (Blasting). Phương pháp làm sạch này có thể được thực hiện bằng cách phun với áp suất cao các chất: baking soda, hạt nhựa, băng khô hoặc một số chất khác. Phương phápphun tạo ra kết quả tốt - việc làm sạch thường không phải là một vấn đề. Tính tẩy rửa của vật liệu làm tách ra lượng mực dư nằm sâu tại các lỗ nhỏ (cell)của lô anilox. Phương pháp này có xu hướng an toàn, vì các tác nhân gây phá vỡ phổ biến nhất là không độc hại và dễ xử lý. Tuy nhiên, phun có thể làm hỏng các ô chứa, đặc biệt với số lượng ô có số đường lớn hơn 800 lpi, và cũng gây ra việc mài mòn lô. Hai phương pháp làm sạch dùng phổ biến thuộc loại này là:
Phun soda:Phun soda (baking soda) hoạt động trên các khái niệm về tái cấu trúc. Tinh thể natri bicarbonate (NaHCO3.) (baking soda)lớn phá vỡ thành các tinh thể nhỏ hơn khi bị tác động bởi áp lực. Áp lực phun đạt 20-25 psi cho lô anilox khắcmạ chrome và 30-35 psi cho lô khắc laser phủ gốm. Sự phá vỡ soda xẩy ra bên trong các ô nhỏ (cell)của lô anilox để phá vỡ lớp mực khô. Hệ thống làm sạch này sử dụng một thiết bị riêng bên ngoài máy in.
Làm sạch bằng phun hay thổi (Blasting). Phương pháp làm sạch này có thể được thực hiện bằng cách phun với áp suất cao các chất: baking soda, hạt nhựa, băng khô hoặc một số chất khác. Phương phápphun tạo ra kết quả tốt - việc làm sạch thường không phải là một vấn đề. Tính tẩy rửa của vật liệu làm tách ra lượng mực dư nằm sâu tại các lỗ nhỏ (cell)của lô anilox. Phương pháp này có xu hướng an toàn, vì các tác nhân gây phá vỡ phổ biến nhất là không độc hại và dễ xử lý. Tuy nhiên, phun có thể làm hỏng các ô chứa, đặc biệt với số lượng ô có số đường lớn hơn 800 lpi, và cũng gây ra việc mài mòn lô. Hai phương pháp làm sạch dùng phổ biến thuộc loại này là:
Phun soda:Phun soda (baking soda) hoạt động trên các khái niệm về tái cấu trúc. Large sodium bicarbonate crystals break into smaller crystals upon impact.Tinh thể natri bicarbonate (NaHCO3.) (baking soda)lớn phá vỡ thành các tinh thể nhỏ hơn khi bị tác động bởi áp lực. Blasting pressures reach 20-25 psi for chrome and mechanically engraved ceramic anilox, and 30-35 psi for laser engraved ceramic anilox.Áp lực phun đạt 20-25 psi cho lô anilox khắcmạ chrome và 30-35 psi cho lô khắc laser phủ gốm. The baking soda actually gets inside of the anilox cells to break-up dried ink. Sự phá vỡ soda xẩy ra bên trong các ô nhỏ (cell)của lô anilox để phá vỡ lớp mực khô. The process seems to be effective for removing stains and dried ink.This method is capable of cleaning wide web rolls either off- or on-press, and narrow web rolls off-press only.Hệ thống làm sạch này sử dụng một thiết bị riêng bên ngoài máy in.

Hình 15: Thiết bị làm sạch lô anilox dùng phương pháp thổi sodium bicarbonate được sử dụng để làm sạch cả lô phủ gốm và mạ chrome.
Phun hạt nhựa(Plastic):Quá trình này sử dụng khí phun hạt nhựa tác động tới bề mặt lô anilox với áp suất không khí khoảng 35-70 psi. Những hệ thống này thường tách rời máy in và trong một thiết bị kín. Các lô anilox quay trong khi vòi phun di chuyển theo chiều dài của lô. Các hạt nhựa thực sự đi vào bên trong các ô nhỏ (cell) trên lô anilox để tách lớp mực khô.
Làm sạch bằngsiêu âm (Ultmsonic). Phương pháp siêu âm là dùng năng lượng âm thanh tạo ra khoảng trống rất nhỏ (cavitation) khi được đưa vào một chất lỏng. Các cavitation là do sự chênh lệch áp suất, nó cung cấp hành động làm sạch của quá trình này. Khi sử dụng hệ thống làm sạch siêu âm, lưu ý rằng thời gian thực hiện quá mức có thể gây tổn hại tới các ô nhỏ (cell). Để giám sát quá trình này, máy phát siêu âm thường được điều khiển bởi bộ định thời gian để hạn chế thời gian tiếp xúc và giảm thiểu thiệt hại cho các ô nhỏ của lô anilox. Lô có tần số đường cao hơn đòi hỏi thời gian làm sạch ngắn hơn và dễ bị tổn thương hơn.
Làm sạch siêu âm là một phương pháp hiệu quả, và được sử dụng trong nhiều ngành công nghiệp. Thiết bị được điều chỉnh theo tần số thích hợp để làm sạch. Không nên sử dụng một hệ thống siêu âm cũ.Hai loại thiết bị siêu âm tồn tại:một làlô anilox được nhúng ngập hoàn toàn và một loại khác lô xoay tròn chỉ phần dưới ngập khoảng một inch vào chất làm sạch. Hầu hết các máy in sử dụng làm sạch siêu âm cũng sử dụng các dung dịch ăn mòn mạnh để tối đa hóa hiệu quả làm sạch trong khi giảm thiểu thời gian của chúng. Phương pháp siêu âm tự nó có thể gây ra các vết nứt ứng suất trong lớp gốm phủ và các hóa chất ăn mòn có thể xâm nhập vào lớp kim loại cơ sở của lô làm phá hủy nó.

Hình 16: Hệ thống làm sạch lô anilox bằng siêu âm của Alphasonics UCS Ltd
Làm sạch bằng hóa chất. Phương pháp này được sử dụng rất phổ biến từ các ứng dụng công nghiệp và phi công nghiệp. Hóa chất dùng thường có tính ăn mòn có thể gây ra hiện tượngbỏng kiềm khi người sử dụng các chất tẩy rửa này.Hơn nữa, nhiều chất tẩy rửa có nồng độ đậm đặc, đòi hỏi pha loãng bằng nước. Nhiều người làm nhận thấy rằng chất làm sạch càng ít pha loãng, thì nó sẽ hoạt động tốt hơn. Tất nhiên, những người lao động không được huấn luyện về hóa chất thường gặp các rắc rối trong việc pha loãng các dung dịch kiềm mạnh.
Làm sạchbằng laser. Phương pháp này sử dụng năng lượng laser làm bay hơi chất bẩn, từ đó làm sạch các ô nhỏ trên lô anilox. Hệ thống này rất tốn kém so với các thiết bị khác có sẵn.
Làm sạch bằng bàn chải (Brushes).Bàn chải thép không gỉ nên được sử dụng với các chất tẩy rửa hóa học trên lô anilox phủ gốm, bàn chải bằng đồng thau nên được sử dụng cho các lô mạ chrome. Các bàn chải này sẽ khuấy động các cặn trên bề mặt và vào các ôcủa lô anilox. Một bàn chải tốt có lông với đường kính khoảng0.08mm. hoặc nhỏ hơn. Tại đường kính này, lông có thể trạm tới đáy của các ô có tần số đường khắc đến 280 lpi.Tuy nhiên, điều này không có nghĩa là bàn chải sẽ không hoạt động với loại tần số cao của lô anilox. Ngược lại, bàn chải với chất tẩy rửa hóa học làm việc tốt để khuấy động các lớp phủ bên ngoài của gốm cũng như các đỉnh của vách tế bào để làm bong lớp mực.
Việc sử dụng bàn chải, điều quan trọng là không nên sử dụng sai các loại của bàn chải trên lô hiện dùng. Nên tham khảo ý kiến nhà sản xuất lô anilox. Các bàn chải thường được sử dụng trong thực tế bao gồm:Bàn chải bằng đồng thau (brass) - được sử dụng để làm sạch lô anilox mạ chrome vì đồng mềm sẽ không làm hỏng các ô nhỏ (cell) như bàn chải thép. Bàn chải bằng thép không gỉ (stainless steel) - được sử dụng để làm sạch lô anilox phủ gốm vì gốm cứng hơn so với thép và đồng thau, thực ra bàn chải bằng đồng thau có thể cắm vào các ô (cell) của lô phủ gốm. Bàn chải bằngbờm ngựahoặc Nylon (Horsehair or Nylon) - được sử dụng trên các lô anilox bằng thép không gỉ vì bàn chải bằng đồng có thể làm hỏng các ô nhỏ và bàn chải thép không gỉ có thể làm mòn những ô nhỏ.
Hình 17: Bàn chải rửa lô anilox bằng đồng thau và thép không gỉ
Mỗi phương pháp làm sạch lô anilox thường có những ưu nhược điểm khác nhau trong quá trình làm sạch các loại lô anilox.
Phương pháp làm sạch Ưu điểm Nhược điểm Ghi chú
Phương pháp vật lý
Phun soda
(Baking soda blast)
Làm sạch các ô (cell) tốt Có thể làm hỏng vách/ thànhcủa ô (cell) nơi có tần số đường lớn hơn 600 lpi Yêu cầubao kín khu vực phun;
Có thể để lại cặn
Phun bột plastic
(Plastic bean blast)
An toàn và hiệu quả;
Có thể dùng lại được Có thể làm hỏng vách/ thànhcủa ô (cell) nơi có tần số đường lớn hơn 600 lpi Yêu cầu bao kín khu vực phun
Phun băng khô
(Dry iceblast)
Hủy bỏ mực khô;
Biến mất hoàn toàn Sự thay đổi nhiệt độ có thể làm nứt lớp gốm trên bề mặt Không có ghi chú gì tại thời điểm này
Phun nước áp suất cao
(High water pressure)
Đánh bật cặn mực Có thể đẩy mực in dưvào sâu hơn Yêu cầu bao kín khu vực phun và chất tẩy rửa có độ kiềm cao
Hệ thống siêu âm
(Ultrasonic systems) Các đơn vị mới hơn làm sạch tốt hơn;
Thời gian tối đa 5 phút Có thể gây rạn nứt, dẫn đến ăn mòn Yêu cầu chất làm sạch hóa học, thường có độ kiềm cao
Phương pháp hóa học
Kiềm mạnh
pH = 12 - 14
(Highly alkaline) Nói chung là chất làm sạch hiệu quả Ăn mòn nhôm vàkim loại khác Nhiều sản phẩm có sẵn; Có thểgây ra bỏng nghiêm trọng
Kiềm trung bình
pH=10-12
(Mildly alkaline) Nói chung là chất làm sạch yếu Loại bỏ các chất mang màu (pigment) ra nhưng để lạicác chất khác của mực Có thể cho một ý thức sai lầm về làm sạch
Axit mạnh
pH= 1-3
(Very acid) Làm sạch bằng cách phản ứng với các thành phần mực Không an toàn để làm việc; Có ăn mòn các thành của các ô (cell) Chưa có sản phẩm thương mại nào được biết đến
LỰA CHỌN LÔ ANILOX PHÙ HỢP TRONG QUÁ TRÌNH IN FLEXO
Quy định chung khi chọn lô anilox.
Lựa chọn lô anilox là quá trình bắt buộc trong quá trình in flexo.Khi lựa chọn các loại lô anilox dùng trong in flexo một cách hiệu quả cần phải căn cứ vào một số yếu tố cơ bản sau:
Vật liệu in.Nếu chỉ có một loại vật liệu được in thì sự lựa chọn dễ dàng.Thực tế, một lô anilox sử dụng cho một loạt các vật liệu. Điều này đòi hỏi các lô aniloxcung cấp lượng mực cần thiết,ít nhất để đạt được mật độ và tính đồng nhất của nền mực trên hầu hết các vật liệu thấm hút.
Chi phí cho lô anilox. Nếu một lô giá khoảnghàng nghìn USD cho một máy in năm màu, người ta có thể chỉ mua một hoặc hai bộ lô cho tất cả các nhu cầu in của mình. Điều này đặc biệt đúng trong các ngành công nghiệp cactông sóng. Vì vậy, ngay cả khi in một loạt các vật liệu và các loại hình ảnh, một sự thỏa hiệp cần phải có vì lý do kinh tế.
Thời gian.Máy inflexohiện đạinói chung việc thay đổi lô anilox rất nhanh.Tuy nhiên, rất nhiều các máy insử dụng hiện naykhông đượctrang bị hệ thống thay lô anilox. Điều nàycó nghĩa làđể tối ưu hóacácaniloxvới công việcthực hành,việc chuyển đổicó thểbị hạn chế, một lần nữa, mộtsự thỏa hiệp làcần thiết.
Hình ảnh in.Khi in cần phải chọn lô anilox phù hợp với đặc điểm của hình ảnh cần in là nền, chữ hay t’ram. Tuy nhiên, trong hầu hết các công việc, hình ảnh in pha trộn ảnh t’ram với nền bệtnên xuất hiện vấn đề về sự lựa chọn nào. Trong trường hợp này các anilox có thể sẽ được lựa chọn để đạt được đầy đủ mật độ nền và sự đồng đều trong khi cung cấp mực nhiều hơn cần thiếtđối với ảnh t’ram - một thỏa hiệp chung.
Lựa chọn lô anilox cho một số vật liệu in và hình ảnh in.
Việc lựa chọn lô anilox tốt nhất để dùng cho việc in flexo có thể phức tạp, tuy nhiên việc nắm bắt được một số các chi tiết cơ bản sẽ làm cho công việc này dễ dàng hơn nhiều. Trước hết, là việc có nhiều loại máy in flexo trong nhiều ngành công nghiệp và mỗi một kiểu loại đều in được một loạt các vật liệu. Các máy in cuộn khổ rộng dùng để in trên màng mỏng, giấy hoặc lá kim loại. Các loại máy in cuộn khổ hẹp in trên chất hấp thụ hoặc phối liệu mạ chất crôm bóng. Từng loại vật liệu này đều có đặc tính riêng về độ hút mực và độ khô, các thợ in cần nhận biết được. Lô anilox cùng một số lượng ô chứa (cell) và dung lượng không thể dùng để in cùng một hình ảnh trên các loại vật liệu này.
Các loại máy in màng mỏng khổ rộng có thể dùng lô anilox 220 dòng với dung tích chứa mực 7.7 BCM/in² để in nền khổ rộng, trong khi đó loại máy in hộp gấp có thể dùng loại lô anilox 180 dòng với dung tích chứa mực 9,5 BCM/ in² để in cùng hình ảnh trên hộp bao gói hàng. Với các vật liệu khác nhau này và yêu cầu khác nhau về hình ảnh in, các nhà in flexo cần hỏi ý kiến tư vấn các nhà cung cấp để chọn được đúng chủng loại lô anilox phù hợp với nhu cầu. Xin lưu ý, là từng nhà máy in phải tìm được loại lô hiệu quả nhất theo nhu cầu của mình. Một số lựa chọn lô anilox với thông số về số lượng và dung tích (khối lượng) ô (cell) để in trên các loại vật liệu với các hình ảnh in khác nhau.
Vật liệu in Giấy thấm hút Vật liệu không thấm hút
Số lượng ô chứa (lpi) Dung tích (BCM) Số lượng ô chứa (lpi) Dung tích (BCM)
Nền bệt 180 9.5 220 7.5
Dòng kẻ 200 8.3 250 7.0
Ảnh t’ram 250 7.0 360 4.5
Bảng 3: Lựa chọn loại lô anilox để in các loại hình ảnh trên các loại vật liệu khác nhau
Lý tưởng nhất của công nghệ in flexo để in với loại màng mỏng là mực càng mỏng càng tốt, trong khi vẫn giữ được độ đậm màu và tốc độ máy in nhanh nhất có thể. Việc này chỉ có thể thực hiện được bằng cách sử dụng loại mực có cường độ cao, nhanh khô và loại lô anilox mịn có dung tích chứa nhỏ. Sau khi đã xác định rõ nhu cầu về hình ảnh in, người in có thể bắt đầu việc xác định các thông số kỹ thuật. Nếu nhu cầu là in ảnh t’ram thì phải biết được loại t’ram trên bản in để chọn đúng lô ainlox đủ mịn để truyền chính xác lượng mực cho các điểm ảnh. Theo quy định chung, số lượng ô chứa (cell) trên lô anilox phải gấp từ 4 lần trở lên so với lưới t’ram trên bản in. Ví dụ nếu t’ram trên bản in là 110 lpi thì lô anilox phải là 440 lpi hoặc mịn hơn để in mực cho các điểm mà không có điểm nào bị trùng vào ô chứa của lô anilox. Cần chú ý tới việc điểm bị trùng vào, đặc biệt là khi bản in có các điểm sáng rất mịn tới 3% hoặc thấp hơn. Khi đó người inphải cân nhắc tới việc dùng loại lô ainilox có số lượng các ô chứa cao hơn như gấp năm hoặc sáu lần số lượng t’ram của ảnh.
Dung tích tối ưu của lô anilox
Dung tích chứa là một điều cần lưu ý khi chọn lựa lô ainilox dùng in có mật độ 440 lpi trở lên. Với toàn bộ các lô ainilox cần phải xác định được sức chứa mực bằng cách tính tỷ số giữa chiều sâu và độ mở của ô chứa để đạt được độ nhận mực và độ nhả mực từ các ô trên lô anilox. Người ta cho rằng lô anilox cần phải đảm bảo tỷ số chiều sâu/ độ mở ô là từ 23% tới 33% để cho mực vào và ra khỏi ô chứa một cách dễ ràng. Nếu tỷ số này lớn hơn, nơi có độ sâu ô lớn hơn có thể xảy ra hiện tượng mực bị tắc do mực khô sau một thời gian sử dụng. Các ô sâu hơn không rút đủ lượng không khí để cho tổng lượng mực còn lại trong ô được hoà trộn với lượng mực mới. Do vậy mực sẽ nhanh khô hơn và gây tắc ô chứa.Các ô nông hơn rất khó tăng dung tích chứa.Các ô nông hơn còn có các vách biến dạng tách biệt từng ô và có thể gây trở ngại cho việc ra vào của mực.
Số lượng ô và dung tích chứa dùng cho công nghệ in ảnh t’ram có thể nằm trong giải từ mức độ thấp 220 dòng với dung tích 7,7 BCM tới mức độ cao 900 dòng với dung tích chứa 1,5 BCM. Ô chứa càng mịn thì kích cỡ và dung tích chứa càng nhỏ.Khi chọn lô anilox cần căn cứ vào loại lô mạ crôm hay phủ gốm để tìm ra loại lô có thông số phù hợp nhất với công việc. Các thông số của lô gốm khi sử dụng trong in flexo để in các loại sản phẩm như sau:
Dạng in
(typical printing) Tần số ô lô anilox
(screen count) Giá trị/ khối lượng
(Volume)
Bao bì mềm dùng trong in Đường/ inch
(lpi) Đường/ centimet (lpc) BCM/in2 cm3/m2
T’ram in lớn hơn 85 lpi 400 – 660 157 – 260 3.2 – 5.6 4.9 – 8.7
T’ram in nhỏ hơn 85 lpi 300 – 550 118 – 217 4.1 – 7.9 6.4 – 12.2
T’ram và nền hỗn hợp (dùng dao gạt) 300 – 550 130 – 217 4.1 – 7.4 6.4 – 11.5
T’ram và nền hỗn hợp (dùng lô gạt cao su) 250 - 400 98 – 157 4.0 – 6.9 6.2 – 10.7
Đường và chữ (dùng dao gạt) 300 - 500 118 - 197 4.7 – 7.9 7.3 – 12.2
Đường và chữ (dùng lô gạt cao su) 250 – 360 98 – 142 4.5 – 6.9 6.9 – 10.7
Đường và nền bệt(dùng dao gạt) 300 – 400 118 – 157 5.6 – 7.9 8.7 – 12.2
Đường và nền bệt (dùng lô gạt cao su) 220 – 300 87 – 118 5.5 – 7.7 8.6 – 11.9
Bản in nền và phủ vecni (dùng dao gạt) 250 – 330 98 – 130 7.4 – 9.9 11.5 – 15.3
Bản in nền và phủ vecni (dùng lô gạt cao su) 180 – 250 71 –98 6.9 – 9.6 10.7 – 14.8
Bảng 4: Các thông số của lô anilox với các loại hình ảnh in với hệ thống gạt mực bằng dao và lô cao su
Dạng in
(typical printing) Tần số ô lô anilox
(screen count) Giá trị/ khối lượng
(Volume)
Bao bì mềm, tem nhãnbằng giấy Đường/ inch
(lpi) Đường/ centimet
(lpc) BCM/in2 cm3/m2
T’ram in từ 175 – 200 lpi 900 – 1200 354 – 472 1.2 – 2.4 1.9 – 3.7
T’ram in 150 lpi 800 – 900 315 – 354 1.4 – 2.5 2.2 – 3.9
T’ram in từ 120 – 133 lpi 600 – 800 236 – 315 2.0 – 2.6 3.1 – 4.0
T’ram và nền hỗn hợp 500 – 600 197 – 236 4.0 – 6.0 6.2 – 9.3
T’ram và chữ 500 – 700 197 – 276 3.0 – 4.0 4.7 – 6.2
Đường kẻ và chữ 440 – 550 173 – 217 3.5 – 4.5 5.4 – 7.0
Đường kẻ và nền 360 – 500 142 – 179 4.0 – 5.5 6.2 – 8.5
Nền bệt 280 – 400 110 – 157 5.0 – 7.5 7.8 – 11.6
Nền và phủ vecni 250 – 400 98 – 157 5.0 – 8.0 7.8 – 12.4
Bảng 5: Các thông số của lô anilox với các loại hình ảnh in khi in bao bì, tem nhãn trên giấy.
Dạng in
(typical printing) Tần số ô lô anilox
(screen count) Giá trị/ khối lượng
(Volume)
Bao bì mềm trên màng mỏng và lá kim loại (film& foil) Đường/ inch
(lpi) Đường/ centimet
(lpc) BCM/in2 cm3/m2
T’ram in lớn hơn 150 lpi 700 – 900 276 – 354 1.4 – 2.5 2.2 – 3.9
T’ram in từ 120 – 150 lpi 500 – 800 197 – 315 2.0 – 2.6 3.1 – 4.0
T’ram in từ 85 – 120 lpi 440 – 700 173 – 276 2.5 – 4.0 3.9 – 6.2
T’ram và nền hỗn hợp 440 – 700 173 – 276 4.0 – 6.0 6.2 – 9.3
T’ram và chữ 360 – 500 142 – 197 3.5 – 5.0 5.4 – 7.8
Đường kẻ và chữ 300 – 440 118 – 173 4.0 – 6.0 6.2 – 9.3
Đường kẻvà nền 250 – 400 98 – 157 5.5 – 7.8 8.5 – 12.1
Nền bệt 200 – 330 97 – 130 6.5 – 9.0 10.1 – 14.0
Nền và phủ bóng mờ 180 – 250 71 – 98 8.0 – 11.5 12.4 – 17.8
Bảng 6: Thông số lô anilox với các loại hình ảnh in khi in bao bì trên màng mỏng và lá kim loại.
BẢO DƯỠNG LÔ ANILOX
Bảo dưỡng khi sử dụng
Do các yêu cầu về in ngày càng tăng nên các ô chứa trên trục lô trở nên mịn hơn và nông hơn vì thế mực bị khô nhanh hơn. Bất kể loại lô anilox nào được sử dụng, thì đối với loại lô khắc bằng tia laser hoặc loại lô mạ crôm thô cần phải tiến hành làm sạch càng thường xuyên càng tốt. Xin lưu ý rằng, việc đa số sử dụng hệ thống mực gốc nước và xét về tính chất của loại mực này, ta có thể dễ dàng nhận thấy rằng việc làm sạch là một phần quan trọng để kéo dài tuổi thọ của lô anilox. Lô anilox phải được quét bằng loại chổi đặc thù với dung dịch tẩy quy định. Dùng loại chổi lông loại mềm để làm sạch loại lô anilox mạ crôm còn đối với loại lô anilox bọc gốm khắc bằng laser thì phải dùng loại chổi có lông mịn bằng thép không gỉ. Phải cẩn trọng chọn đúng loại dung dịch tẩy rửa. Các cơ sở dùng máy in flexo phải xin ý kiến tư vấn của các nhà cung cấp mực lẫn nhà cung cấp lô để có đúng loại dung dịch tẩy rửa. Việc sử dụng loại dung dịch tẩy rửa có độ pH cao hoặc xút (NaOH) sẽ không được nhà cung cấp lô bảo hành. Lô anilox cần được làm sạch càng thường xuyên càng tốt, chí ít không được ít hơn 1 lần trong ngày hoặc mỗi ca một lần làm sạch. Phải tuân thủ chương trình làm sạch lô mỗi khi máy dừng chờ. Nếu lô anilox bị tắc mực thì phải tiến hành phương pháp làm sạch như rửa bằng phun áp lực hoặc làm sạch bằng phương pháp siêu âm. Phải làm sạch khi mực còn đang ướt và đang trong trạng thái dung dịch. Việc này sẽ làm giảm được thời gian làm sạch và công việc được dễ dàng hơn. Mực bị khô sẽ khó tẩy được từ đáy ô chứa và lượng mực bị lưu hoá khó có thể bật ra được.
Chương trình bảo dưỡng cần phải được triển khai và thảo luận với nhà cung cấp lô để đảm bảo được hiệu quả cũng như tuổi thọ tối đa của lô anilox. Thậm chí nhiều nhà cung cấp lô còn bán cả dung dịch làm sạch. Nếu sử dụng phương pháp làm sạch bằng áp suất thì cần phải triển khai chương trình đào tạo nhân viên vận hành. Một số máy rửa bằng áp suất có hệ thống chân không và bộ quét hành trình ngang tự động ,nơi các chất tẩy như bicarbonate soda được phun vào bề mặt của lô để làm sạch. Hệ thống này được hiệu chuẩn về tốc độ hành trình ngang và áp suất. Các hệ thống khác có bộ quét hiệu chỉnh bằng tay và nhà chế tạo các bộ quét cầm tay đó chỉ dẫn rằng cần phải đưa bộ quét hành trình ngang xung quanh lô với tốc độ 12 inch/giây. Nếu dịch chuyển chậm hơn có thể gây hỏng bề mặt lô anilox. Ngoài ra, còn có các loại máy làm sạch bằng siêu âm với các khay ngâm và các hệ thống làm sạch khác dùng cho máy in flexo. Các thiết bị làm sạch siêu âm là rất tốt đối với việc tẩy rửa các lô anilox nhiều đường, nhưng đã có bằng chứng rằng chúng có thể làm hỏng cấu trúc ô chứa. Do vậy khi sử dụng các thiết bị làm sạch bằng siêu âm phải hết sức thận trọng. Vì việc làm sạch lô anilox là điều cần thiết đối với tuổi thọ của lô, nên cần được thảo luận kỹ lưỡng và được xác nhận của nhà cung cấp lô về biện pháp và hệ thống thiết bị làm sạch. Bất kể kiểu lô nào cũng không được để mực bị khô trong ô chứa. Vật tư làm sạch phải do nhà cung cấp mực chỉ định.
Trong khi làm sạch, các loại mực có gốc dung môi dễ tẩy hơn các loại mực có gốc nước. Loại mực gốc dung môi không những có thể chờ lâu hơn trước lúc được rửa, mà còn có khả năng hoà tan ở trong giải rộng hơn của các chất dung môi hoà tan có lẫn ít mỡ bôi máy. Loại mực có gốc nước phải được rửa ngay, có thể dùng hỗn hợp sau: 10% - 20% kiềm (không có ammonia); 60% - 70% nước; 20% dung môi (cồn propyl hoặc chất dẫn xuất propyl khác). Quá mức kiềm và amin có thể làm rỗ các lô mạ crôm, do đó không nên sử dụng. Sau khi làm sạch xong phải để cho kiệt nước nếu không sẽ gây sự cố trong các đợt nạp mực tiếp theo trong lô đó. Nhiều loại mực không tương đồng với nhau, do vậy khi chuyển đổi loại mực để in sản phẩm khác phải làm sạch lô anilox.
Một số lưu ý trong quá trình sử dụng lô anilox
Trong thực tế sản xuất in flexo, rõ ràng điều hiệu quả nhất mà chúng ta có thể làm để giữ cho lô anilox của chúng ta sạch sẽ là áp dụng các thực hành làm sạch hiệu quả. Tìm kiếm những gì tốt nhất trong sử dụng sẽ liên quan đến đầu vào của các nhà khai thác máy in và các nhà sản xuất máy in, mực, và lô anilox. Muốn vậy, các nhà sử dụng máy in flexo cần thực hiện một số điều chung trong thực tế:
- Lau lô anilox sạch sẽ bằng các chất làm sạch phù hợp ngay sau khi các lô được đưa ra khỏi quá trình làm việc. Để mực khô trong các ô nhỏ (cell) làm cho nó khó khăn khi loại bỏ. Điều này có thể đặc biệt đúng với mực gốc nước trong đó có thêm vào một chất xúc tác liên kết ngang.
- Giữ lô anilox quay bất cứ khi nào trong hệ thốngcó mực. Hầu hết các máy in được trang bị động cơ chạy không tải để thực hiện điều này. Nếu máy in không có cần phải đầu tư thêm.
- Kiểm tra và có biện pháp bảo vệ chống lại sự chuyển động của không khí qua lô anilox. Giữ chúng trong hộp, vỏ bọc.
KẾT LUẬN
Phương pháp in flexo hiện là phương pháp in được sử dụng phổ biến để in các sản phẩm bao bì, tem nhãn hàng hóa, tuy chất lượng in của nó không cao hơn phương pháp in ống đồng nhưng nó lại hơn hẳn về việc giảm thiểu gây ô nhiễm môi trường và khả năng linh hoạt trong sử dụng. Với việc sử dụng hệ thống truyền mực, dùng lô định lượng mực anilox tạo ra quá trình truyền lớp mực mỏng nhất có thể và đồng đều trong suốt quá trình in, đồng thời có khả năng dùng mực gốc nước và mực UV, phương pháp in flexo sẽ ngày càng phát triển. Để khai thác hết các tính năng của máy in, sử dụng hiệu quả nó trong quá trình sử dụng, các nhà in và nhất là các thợ in flexo cần phải hiểu rõ chức năng, cấu tạo, hoạt động các bộ phận của máy in, trong đó, bộ phận quan trọng nhất là lô anilox. Trong quá trình in, lô anilox làm nhiệm vụ truyền một lượng mực không đổi lên bản in trong mỗi một chu kỳ in. Khi cần thay đổi lượng mực truyền lên bản thì phải thay lô khác. Một máy in thường có một bộ lô anilox khác nhau. Tuy có nhiều loại lô anilox khác nhau nhưng chúng đều có đặc điểm giống nhau, chúng chỉ khác về các thông số cụ thể. Trên một lô anilox có nhiều thông số nhưng thông số cơ bản nhất, là chỉ số dùng lựa chọn lô trên thực tế là tần số lô (lpi) và khối lượng hay giá trị lô (BCM).
Trong quá trình sử dụng lô anilox cần phải thực hiện những việc cơ bản: Chọn loại lô anilox phù hợp với công việc bao gồm đặc điểm của vật liệu in và hình ảnh in; Quá trình làm sạch lô anilox và cách bảo quản lô anilox trong quá trình làm việc phải được thực hiện theo kế hoạch. Trong quá trình in flexo, sau khi chọn đúng loại lô anilox phù hợp, việc làm sạch lô trong quá trình sử dụng quyết định trực tiếp đến chất lượng tờ in, đặc biệt loại sản phẩm đòi hỏi chất lượng cao. Để làm sạch lô anilox có thể chọn nhiều phương pháp khác nhau: Thổi hơi, siêu âm, laser, hóa học…Tuy nhiên, các nhà sản xuất lô anilox đang cảnh báo về nhiều phương pháp làm sạch hiện có. Chúng bao gồm phương pháp phunlàm mài mòn của các ô (cell), dùng siêu âm cho các vết nứt ứng suất và các dung dịch ăn mòn cao làm giảm các thành vách của các ô chứa. Mặc dù bất kỳ phương pháp nào trong số này đều có thể được sử dụng để làm sạch các lô anilox một cách hiệu quả, cần phải cẩn thận để tránh làm hỏng lô anilox.
Với mục đích giới thiệu những kiến thức cơ bản của lô anilox và cách làm sạch nó trong quá trình sử dụng, đồng thời đưa ra những nguyên tắc chung khi lựa chọn lô anilox cho từng loại vật liệu và hình ảnh cần in để mang lại hiệu quả cao nhất trong sử dụng máy in flexo. Chúng tôi mong muốn sẽ góp một phần vào việc tìm hiểu, giải quyết một số khó khăn trong sản xuất của nhà in. Hy vọng rằng các nhà in sử dụng phương pháp in flexo sẽ sử dụng hiệu quả, khai thác hết giá trị tiềm năng của loại máy in đang sử dụng, qua đó tăng năng suất lao động, nâng cao chất lượng sản phẩm, giảm chi phí thực trong quá trình sản xuất, nhằm tăng lợi nhuận và sức cạnh tranh của doanh nghiệp trên thị trường trong hiện tại và tương lai./.
TÀI LIỆU THAM KHẢO
[1]. Anilox cleaning systems: Preserving roll life - By Stan Seelig – Seelig and Associates, Carmel, Ind.
[2]. Basic Flexographic Training Manual
[3]. Contribution of Flexo Process Variables to FineLine Ag Electrode Performance - International Journal of Engineering Research & Technology (IJERT), Vol. 3 Issue 8, August – 2014 - Michael Joyce - Western Michigan University
[4].Cramic Anilox Roll Cleaning Systems – Praxair Technology, Inc.
[5].Gravure, flexo and screen printing – flexography printing- Compiled by AP, P.Tech., AGPC, Sivakasi
[6]. Flexography: Principles and Practices 6.0
[7].Flexography– Principles and practices – Foundation of flexographic technical association
[8]. Handbook of print media: Helmut Kipphan– Springer, 2001


.jpg)




.jpg)










.jpg)




.jpg)

.jpg)


.jpg)
.jpg)
.jpg)











.png)






.jpg)



